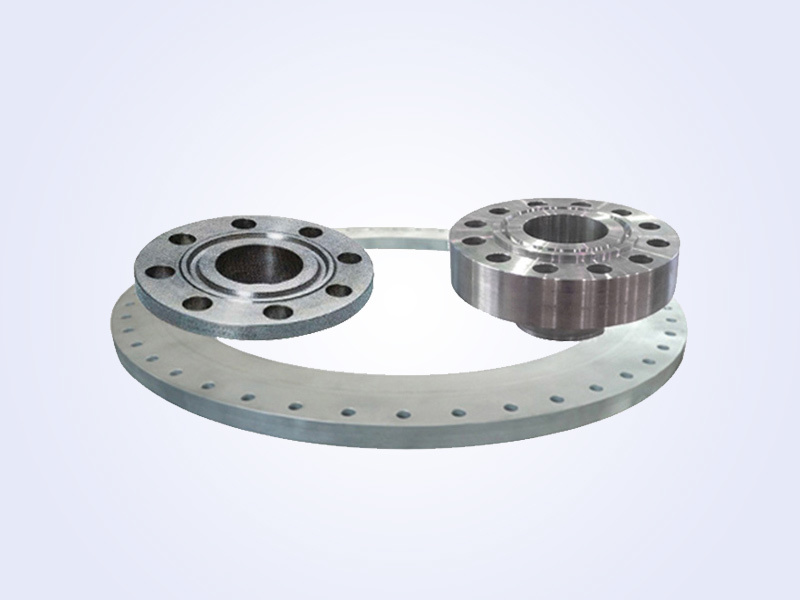
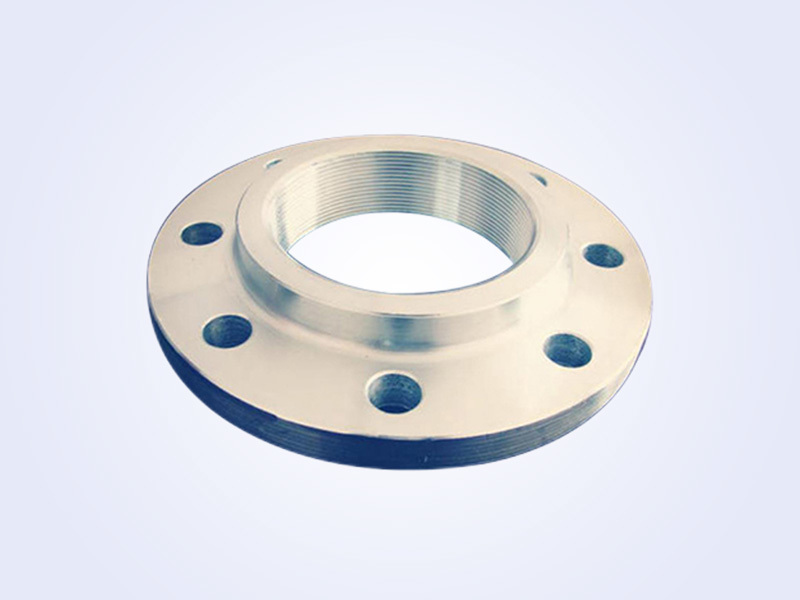
碳钢铁板法兰
碳钢铁板法兰生产材料:WCB(碳钢)、LCB(低温碳钢)、LC3(3.5%镍钢)、WC5(1.25%铬0.5%钼钢)、WC9(2.25%铬)、C5(5%铬0.5%钼)、C12(9%铬1%钼)、CA6NM(4(12%铬钢)、CA15(4)(12%铬)、CF8M(316不锈钢)、CF8C(347不锈钢)、CF8(304不锈钢)、CF3(304L不锈钢)、CF3M(316L不锈钢)、CN7M(合金钢)、M35-1(蒙乃尔)、N7M(哈斯特镍合金B)、CW6M(哈斯塔镍合金C)、CY40(因科镍合金)等。
口径较大的法兰组装焊接时.要坚决避免在承重或承压状态下施焊,设法消除外力对施焊焊道的影响,防止法兰变形现象的发生。建议采取以下措施:
(1)在条件允许时,把筒体水平卧置在滚轮架上组装焊接法兰。先焊法兰里口,后焊法兰外口。焊接电流和电压不宜过大,以减少热量蓄积。
(2)必要时,可以给法兰加装工艺筋板来抵抗变形趋势闭。焊后去掉工艺筋板。并把留下的焊疤填平磨光。
(3)当筒体处于竖立位置组装焊接设备法兰时,应设法支撑筒体,使法兰处于悬空状态,施焊焊道不受筒体重力的作用。
(4)必要时,可用螺栓在法兰上再固定一个工艺配对法兰,然后正常组装焊接法兰。焊后拆除配对法兰。
总之,只要焊前采取适当的工艺措施四,即使再大、再薄弱的法兰也可以保证焊接时不会发生变形。