钢板法兰
钢板法兰一般采用不锈钢,不锈钢法兰所用的材料不锈钢具有良好的耐侵蚀性,它能使结构部件长时间保持工程设计的完整性。不锈钢钢板法兰除具有良好的耐侵蚀性外,还集机械强度和高延伸性于一身,易于部件的加工制造。所以,钢板法兰不仅耐腐蚀,还易于加工,操作方便。钢板法兰广泛应用于石油、化工、核电站、食物制造、建筑、造船、造纸等行业,在不同的行业中有不同的使用,在各行业中展现使用价值。
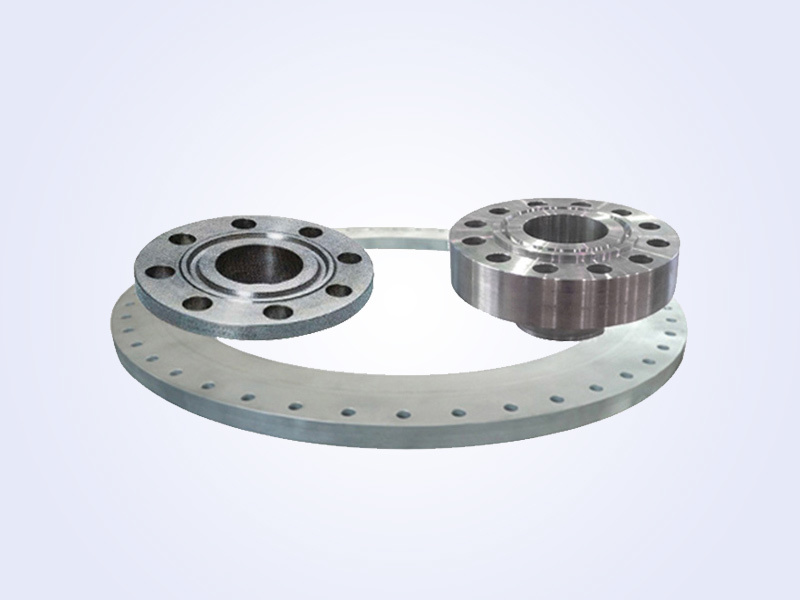
结构原理
钢板法兰是在长输管线输送中为防止电化学腐蚀,对管线实行阴极保护的重要管线元件。它由法兰及与之相焊的短管、绝缘垫片、绝缘套管等组成。在两法兰之间装有绝缘垫片,法兰连接螺栓外套绝缘套管,使两端法兰及短管完全绝缘。钢板法兰内外表面均涂绝缘材料,进行防腐处理。
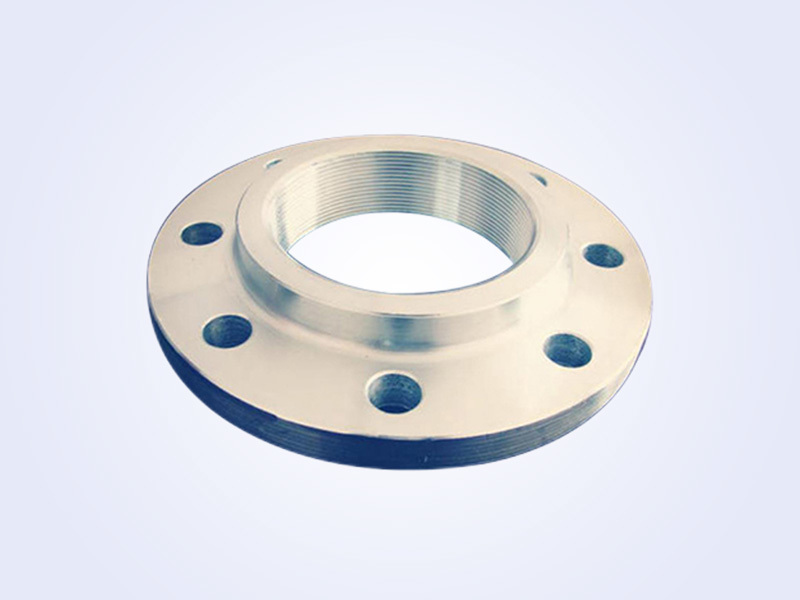
钢板法兰连接就是把两个管道、管件或器材,先各自固定在一个法兰盘上,两个法兰盘之间,加上法兰垫,用螺栓连接在一起,完成了连接。有的管件和器材已经自带法兰盘,也是属于法兰连接。.法兰与管子的焊接质量不但影响整条管道的倾心度,还影响管道连接处的强度和严密度。
1.法兰中心应与管子的中心同在一条直线上。
2.法兰平焊法兰密封面应与管子中心垂直,当dn<300mm时允许偏斜度为1mm,当dn>300mm时为2mm。
3.法兰连接应采用同一规格螺栓,安装方向一致,即螺母应在同一侧。连接阀门的螺栓、螺母一般应放在阀件一侧。拧紧螺栓时应对称均匀,松紧适度。拧紧后的螺栓露出螺母外的长度不得超过5mm或2~3扣。
4.法兰连接应保持同轴,螺栓孔中心偏差一般不超过孔径的5﹪,并且要保证螺栓自由穿入。同一根管子两端的法兰盘的螺孔位置应对应一致,管子上法兰盘螺孔的位置应与相配合的设备或管件上法兰螺孔位置对应一致。
5.法兰上的螺栓孔位置:垂直管道上的螺栓孔,其靠墙*近的两个螺栓孔应与墙面平行;水平管道的螺栓孔,其*上面的二个螺栓孔应保持水平。同时,两连接法兰应平行自然,平行度偏差不大于2mm。
钢板法兰产品材质:1Cr17Ni7(301)、0Cr18Ni9(304)、00Cr18Ni10(304L)、1Cr18Ni9Ti(321)、316、316L、310S、双相不锈钢、1Cr13、2Cr13、3Cr13不锈钢。
执行标准:GB/T423T-92、GB/T14975-2002、GB/T14976-2002、GB/T13296-91、GB/T12770-91、GB/T12771-91,ASTM A213/A213-99a、ASTN312/A312M-00b;
还可根据顾客提供的技术资料生产各种异难、非标、特厚壁管道连接件。
钢板法兰是为石油、化工等行业生产的产品,它结构简单,使用安全,性能可靠,得到用户广泛好评。同时,钢板法兰具有良好的耐腐蚀性,现分析如下:
钢板法兰焊接连接使用方便,能够承受较大的压力。 焊接法兰被广泛应用于石油、化工、天然气、电站、冶金管道等领域。下面说一下焊接时焊条的选用
1.为防止由于法兰盖加热而产生睛间腐蚀,焊接电流不宜太大,比碳钢焊条较少20%左右,电弧不宜过长,层间快冷,以窄焊道为宜。
2.焊条使用时应保持干燥,钛钙型应经150℃干燥1小时,低a氢型应经200-250℃干燥1小时(不能多次重复烘干,否则药皮容易开裂剥落),防止焊条药皮粘油及其它脏物,以免致使焊缝增加含碳量和影响焊件质量。
3.不锈钢法兰管件焊接时,受到重复加热析出碳化物,降低耐腐蚀性和力学性能。
4.铬不锈钢法兰管件焊后硬化性美标法兰较大,容易产生裂纹。若采用同类型的铬不锈钢焊条(G202、G207)焊接,必须进行300℃以上的预热和焊后700℃左右的缓冷处理。若焊件不能进行焊后热处理,则应选用不锈钢法兰管件焊条(A107、A207)。
5.不锈钢法兰,为改善耐蚀性能及焊接性而适当增加适量稳定性元素Ti、Nb、Mo等,焊接性较铬不锈钢法兰好一些。采用同类型的铬不锈钢法兰焊条(G302、G307)时,应进行200℃以上的预热和焊后800℃左右的回火处理。若焊件不能进行热处理,则应选用不锈钢法兰管件焊条(A107、A207)。